




关键词 |
注塑模具透明塑料件,苏州注塑模具,注塑模具报价,工业注塑模具 |
面向地区 |
全国 |
加工定制 |
是 |
模具材质 |
铁 |
安装方式 |
移动式模具 |
模具安装方式 |
固定式模具 |
质量体系 |
ISO9001 |
作用对象 |
塑料 |
材质 |
金属 |
适用范围 |
家电 |
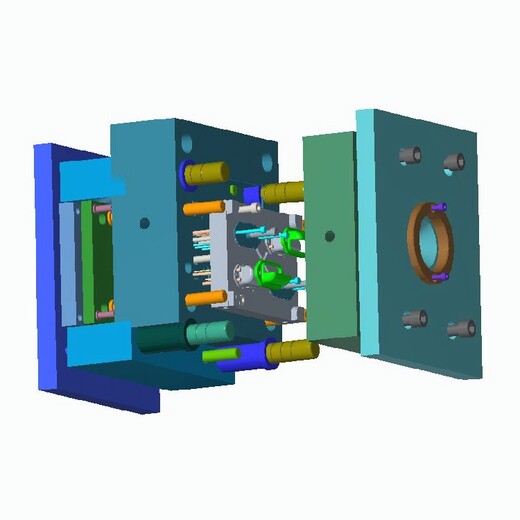
注塑压力是由注塑系统的液压系统提供的。液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机的喷嘴进入模具的竖流道(对于部分模具来说也是主流道)、主流道、分流道,并经浇口进入模具型腔,这个过程即为注塑过程,或者称之为填充过程。压力的存在是为了克服熔体流动过程中的阻力,或者反过来说,流动过程中存在的阻力需要注塑机的压力来抵消,以填充过程顺利进行。
注塑成型加工过程中所用的塑料原料多种多样,模具设计的种类和形式也是五花八门,另外,操作工人对于特定注塑机的熟悉程度以及工人之间的操作技能,实践经验的差异也各不相同,同时,客观环境(如环境温度、湿度、空气洁净程度)也会随着季节变化而不同,这些客观和主观条件共同决定了注塑成型制品缺陷的产生。
是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由 机头口模中挤出的速率。因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变 得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、形状扭曲等现象。当挤出速率进一步增大时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。因此挤出速率的控制至关重要。

全国注塑模具热销信息
站内来访