产品别名 |
单轴撕碎机刀片 |
面向地区 |
全国 |
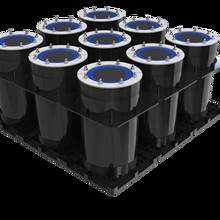
刀口到中孔部分为向内凹陷,配合刀架上的定刀使用。多轴撕碎机刀片为爪刀,按照各个公司的设计,安装在双轴或四轴撕碎机上,一般可分为3爪撕碎机刀片、8爪撕碎机刀、12爪撕碎机刀片等,用于粉碎、撕裂和挤压达到减小物料尺寸,这种撕碎机刀片广泛应用于废塑料、废橡胶、木材和其他大体积废弃物的粉碎。
我们在往喂料口喂料的时候,一定要检查所需撕碎物料里面有没有废旧的金属或者是其他的硬性材料。若果有,就应该即使清理,避免在撕碎的时候造成撕碎机刀片的崩口,还有就是在每天下班前检查一下木材撕碎机刀片组当中有没有快要脱落的刀片,如果有就要及时更换。因为刀片有损坏,你不知道他们什么时候就会脱落,如果脱落在物料箱里,那将会造成一组刀片的全部报销。严重的时候也会造成操作人员的伤亡。
质量较好的一般选择日本SKD11钢材,此种钢材加工生产的撕碎机刀片不仅耐磨,而且不容易崩刀,撕碎效果也不错。如果是用于撕碎橡胶、纤维、纸张等材质的废料,一般选用9CrSi的合金工具钢,此种材质的钢材加工生产的撕碎机刀片不仅硬度非常高,而且脆性比较大,耐磨性也不错。
总之,原材料的选择,要根据撕碎机的类型来定。下料锻造,根据撕碎机刀片图纸,对钢材进行下料处理,一般使用激光切割机来进行下料,不仅精度准,而且边缘较光滑,后期好处理。随后,对毛坯料进行锻造,锻打过程中要对毛坯料进行探伤检查,发现裂纹或不合格的毛坯料进行剔除,对不合格的毛坯料进行回收,不应继续加工。
热处理对已经初加工的撕碎机刀片毛坯料进行热处理,主要目的是改善撕碎机刀片的机械性能,对其进行高温加热后快速冷却,使钢材材料变成马氏体,热处理过程中,要考虑到钢材的变形量,控制好材料的变形,才能保障刀片的质量。平面磨,对已经处理过的撕碎机刀片进行平面磨,平面磨主要是去除表面杂质,平面磨的过程中尽量放0.3mm的余量,可以减少精魔的工作量。平面磨是在磨床上进行处理,应保障表面磨光才可以进行线切割。
线切割,线切割过程中走丝不要太快,应保障与平面垂直,内孔进行线切割时,应按照图纸提供的尺寸进行加工,以免造成后期使用,影响设备的安装。精磨,精磨是撕碎机刀片加工工艺中结束前得一道流程,主要是对撕碎机刀片进行抛光和处理,再进行硬度检测,检测通过后,方可下线,然后进行包装。以上就是撕碎机刀片加工生产工艺的详细流程和介绍,每道工序直接影响撕碎机刀片的质量和使用寿命,所以要遵循相关的加工工艺标准和注意事项。
最近来访记录