关键词 |
ABS塑料件注塑加工 |
面向地区 |
全国 |
重复性投产 模具的使用是有寿命的。当一付模具的使用超过其寿命时,就要更换新的模具,所以模具的生产往往有重复性。
仿形加工 模具生产中有时既没有图样,也没有数据,而且要根据实物进行仿形加工。这就要求仿制精度高,不变形。
模具材料,硬度高 模具的主要材料多采用合金钢制造,特别是高寿命的模具,常采用Crl2,CrWMn等莱氏体钢制造。这类钢材从毛坯锻造、加工到热处理均有严格要求。因此加工工艺的编制就更加不容忽视,热处理变形也是加工中需认真对待的问题。
根据上述诸多特点,在选用机床上要尽可能满足加工要求。如数控系统的功能要强,机床精度要高,刚性要好,热稳定性要好,具有仿形功能等。
注塑模具安装:
1、安装前的准备
确认冷却水水路,螺丝拧入机板的深度是螺丝直径的1.5-1.8倍。拧入不足的话容易滑牙,且有模具掉落的风险。 确认生产所需要的作业人员,物料,工具,文件,设备辅机等是否。
2、吊模的方法
吊模不水平时,安装的模具前后模型腔会有不同程的段差出现,对于生产精密的产品来说,就会出现同心度不良,段差不良,齿形精度不良,距离不良等现象。
在安装模具时,我们就必需要注意此问题,当吊模进去合到手能推动较小位置时,停止合模。松动与拧紧吊环,以前模为基准(因为前模有定位圈固定),观看后模部份,与前模水平佳时,模具型腔位置吻合,继续合模至完成,但不要起动高压较好。 (上模合模一定先不要起高压,待确认合模能正常方可起高压)。
3、打螺丝的方法
低温即50度以下模温的模具,可合模至高压起动时,前后模对角拧紧螺丝,8个螺丝拧完即可,50度以上模温时,模温到达之前螺丝不要拧太紧,待模温到达后再高压起动,对角拧紧螺丝。
模具材料随温度的升高会澎胀,体积。模温高时就更加明显,如果在升温前就拧紧螺丝,对模具寿命及其模具精度都有一定的影响。
4、附材的使用
当模具厚度不够,就必需加装模板。当模温较高时,机板与模具之间就好装上隔热板。不管是模板或是隔热板,其平面度一定要尽可能的小。
如果其平面度较大时,则模具前后模不平行,高压闭合后一样存在差别,从而影响产品质量。当模温到达设定值后,检查模具实际温度,在进行一次模厚调整。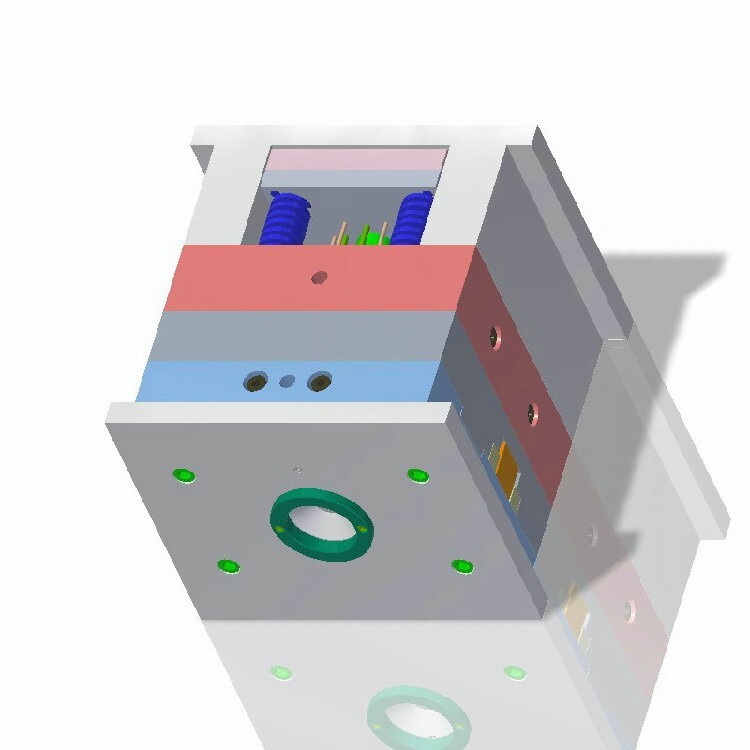
塑化压力:(背压)采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。这种压力的大小是可以通过液压系统中的溢流阀来调整的。在注射中,塑化压力的大小是随螺杆的设计、制品质量的要求以及塑料的种类不同而需要改变的,如果说这些情况和螺杆的转速都不变,则增加塑化压力会加强剪切作用,即会提高熔体的温度,但会减小塑化的效率,增大逆流和漏流,增加驱动功率。
晗晴注塑加工厂又名为加工注塑厂、注塑加工厂家、塑料注塑加工厂家、注塑加工公司、注塑代加工企业。公司拥有专职品质管控团队及工程技术团队模具制作、零部件生产、成品装配都有完善的管控次序选材->生产检验->配送->每一环节都严密监控
配备有注塑机械手,注塑车间每天24小时生产,平均每个月生产200万件注塑件,可满足大部分客户需求。我们提供和高精度的注塑成型,配备了模温机、热流道控制器、冻水机等设备,配有独立的模具、注塑、装配车间以及大小型注塑设备;
经验丰富的研发团队,让模具制造更合理、更,大大缩短后期生产制作成本; 生产服务,注塑产品解决方案提供商,免去您找多家供应商的烦恼。 产品从设计,开模到原材料的采购,注塑工艺,成品检测等均按照国际性高标准执行
公司主要业务为:
塑料零件生产加工 塑胶模具开发 塑料件定制
塑胶件开发 塑胶件开发 注塑零件定制
ABS注塑加工 注塑零件定制 亚克力塑料外壳加工
注塑模具制作 导光柱生产加工 灯罩设计
透明塑胶件加工生产 导光柱加工 塑胶产品设计
塑料件生产加工 注塑零件定制