关键词 |
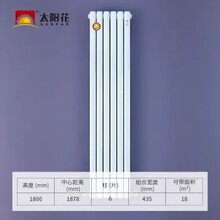
内蒙古太阳花暖气片,钢制双柱太阳花暖气片,钢制双柱太阳花暖气片,钢制双柱太阳花暖气片 |
面向地区 |
全国 |
加工定制 |
是 |
钢制散热器抗压强,采用精密加厚冷压低碳钢。为暖气片性能,在出产阶段会开展4次压力试验,通常至工作压力的1.2-1.5倍。耐腐蚀:双重防腐真空罐装,涂层均匀,附着力强,使用寿命长。
铝合金因质轻美观、良好的导热性和易加工成复杂的形状,被广泛地用于散热器材上。铝合金散热器材主要有三种类型:扁宽形,梳子形或鱼刺形;圆形或椭圆形外面散热片呈放射状、树枝形。它们的共同特点是:散热片之间距离短,相邻两散热片之间形成一个槽形,其深宽比很大;壁厚差大,一般散热片薄,而其根部的底板厚度大。因此给散热型材的模具设计、制造和生产带来很大的难度。
散热器型材有一部分尺寸较小、形状对称的产品比较容易生产,大部分散热器型材扁宽形,外形尺寸较大,有的不对称,散热片之间的槽形深宽比很大,其生产难度较大。需要从铸锭、模具、挤压工艺几方面配合,才能顺利生产出散热器型材。挤压散热器型材用的合金具有良好的可挤压性和导热性,一般用的有1A30、1035和6063等合金。目前普遍使用较多的是6063合金,因为它除了有良好的可挤压性、导热性外,还有较好的力学性能。
铝合金散热器型材的生产要从铸锭的质量、模具的材质和设计、减少挤压力以及挤压工艺等方面着手。
1、铸锭的质量要求
铸锭的合金成分要严格控制杂质含量,合金熔体的纯洁度。对于6063合金要控制Fe、Mg、Si的含量。Fe的含量应小于0.2%,Mg、Si的含量一般都控制在国家标准的下限,Mg含量0.45%~0.55%,Si含量0.25%~0.35%。铸锭要经过充分的均匀化处理,使铸锭的组织、性能均匀一致。
铸锭的表面要光滑,不允许有偏析瘤或粘有沙泥。铸锭的端面要平整,不能切成台阶状或切斜度太大(切斜度应在3㎜以内)。因为台阶状或切斜度太大,用平面模挤压散热型材时,如果没有设计导流樫,铸锭直接碰到模具,由于铸锭端面不平,出现有的地方先接触模具,产生应力集中,易把模具的齿形挤断,或造成出料的先后不一,容易产生堵模或挤压成型不好的现象。
2、对模具的要求
因为散热器型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。因此模具钢材的质量可靠,好使用质量可靠的厂家生产的H13钢材,或选用的进口钢材。模具的热处理十分重要,要用真空加热淬火,好采用高压纯氮淬火,可以淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度在HRC48~52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。
散热器型材要能顺利挤压成功,关键是模具的设计要合理,制造要。一般尽量避免铸锭直接挤压到模具工作带上。对于扁宽的梳形散热器型材,设计一个中间较小、两边较大的导流模,使金属往两边流,减少模具工作带上的挤压力,而且使其压力分布均匀。由于散热器型材断面的壁厚差大,设计模具工作带时要相应保持它们的差别,即壁厚大的地方工作带要特别加大,可以大到20mm~30mm,而齿尖的位置要突破常规,把工作带减到小。总之要金属在各处流动的均匀性。对于扁宽形散热器,为模具有一定的刚度,模具的厚度要适当增加。厚度增加量约30%~60%。模具的制作也要十分精细,空刀要做到上下、左右、中间保持对称,齿与齿之间的加工误差要小于0.05mm,加工误差大容易产生偏齿,即散热片的厚薄不均匀,甚至会产生断齿的现象。
对于设计比较成熟的断面,用嵌镶合金钢模具也是一个较好的方法,因为合金钢模具有较好的刚性和耐磨性,不易产生变形,有利于散热器型材的成形。
3、减少挤压力
为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、合金变形抗力的大小、铸锭的状态、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,约为正常铸棒长度的(0.6~0.85倍)。特别是在试模和挤压根铸棒时,为确保能顺利生产出合格的产品,好用更短的铸棒,即正常铸棒长度(0.4~0.6)倍的铸棒来试模。
对于形状复杂的散热器型材断面,除了缩短铸棒的长度外,还可考虑用纯铝短铸做次试挤压,试挤成功后再用正常铸锭进行挤压生产。
铸锭均匀化退火不仅可以使组织和性能均匀,而且可以提高挤压性能和降低挤压力,所以要求铸锭均匀化退火。至于变形程度的影响,由于散热器型材的断面积一般都比较大,挤压系数一般在40以内,因此其影响较小。
4、挤压工艺
散热器型材生产的关键是挤压模具的次试模,有条件的话,可以先在电脑上做模拟试验,看模具设计的工作带是否合理,然后在挤压机上试模。次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,好有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压出模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。
散热器型材挤压工艺参数见表1。
表1 散热器型材挤压工艺参数
铸锭温度/℃
模具温度/℃
挤压速度min-1
400~470
400~460
15~50
500~520
480~500
10~30
5、结束语
散热器型材的挤压技术除与上面因素有关外,还与挤压机的能力和水平、后部设备的自动化程度、工人的操作技巧等有关,不同的散热型材断面应根据其特点采取相应的措施,不能一概而论。
散热器的结构
钢制板式散热器是采用冷轧低碳钢为原料的新型节能散热器。
从结构上来看由水道板与对流片复合而成。
水道板在散热器的外表面,水道细小而密布在水道板上,热水在水道内循环流动。
对流片在散热器的内部,其散热面积为表面的3倍以上,较其他散热器在结构上更具散热优势,20%辐射+80%对流,升温迅速均匀,是散热的体现形式,即开即热,15-30分钟内可以快速使房间温度上升。
散热器的采暖原理
散热器的工作原理主要是:通过燃气壁挂炉加热采暖循环水,散热器则通过管材与壁挂炉相连接,被加热的水通过管道被输送到散热器,由散热器将热量散发到空气中,使房间内形成一定的温度差,通过不断地热交换,终使得室内温度得到均匀的上升。
钢制板式散热器的散热方式是20%表面散发热量+80%空气自然对流,散热器表面的温度能够让人感觉到犹如壁炉辐射出的温度;散热器的自然对流特征,在使房间温度均匀的同时,保持健康舒适的室内环境
。
散热器的安装
位置
你可曾注意过,在装有暖气设备的房屋里,散热器总是装在窗子附近,这是为什么?
空气也有热胀冷缩的性质。冬天,房间里的温度比室外高,室外的冷空气由于冷缩变得比室内稠密。空气的疏密不同,就产生了压力差,密度大的要往稀疏的地方跑。因此,室外的冷空气就从窗缝里拼命地往房间里钻。当冷空气一钻进室内,就被“把关”的散热器捕获住,把它变成热空气,再让它沿着天花板流向房间各处去散布热量。因此,散热器装在窗子的附近,是为了挡住冷空气的入侵和给闯进来的冷空气加热。使房间能很快暖和起来。
让冬季恒温25°,让生活凝聚温暖,罗密欧壁挂炉欧洲技术专注壁挂炉生产研发,厂家的高科技人员不断研发,力求为中国家庭提供,的的燃气壁挂炉产品。
| 主营行业:水暖五金 |
| 公司主营:太阳花散热器,太阳花暖气片,铜铝复合散热器,钢制散热器 |
| 主营地区:全国 |
| 企业类型:股份有限公司 |
| 公司成立时间:2022-11-01 |
| 经营模式:贸易型 |
| 公司邮编:301800 |
全国太阳花暖气片热销信息