关键词 |
广东散热器暖气片,北京太阳花暖气片,散热器十,天津太阳花厂家 |
面向地区 |
全国 |
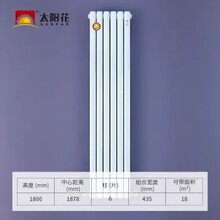
通过摆列管数的差异,高度的差异,柱数的差异,散热量也就差异,当下小编就先讲一讲钢二柱。钢二柱散热器钢管划分成直径50256030两大类(出水温度基本上为50-65℃),外表层也是环氧静电喷涂处理,外貌简单大气,大水道排热快,口径基本上划分成6分口/1寸口。较为适合用在家庭供暖用。
钢制钢二柱散热器从本身的原理上而言:钢制柱式二柱散热器,供暖设备主要是由走水部分和对流排热流片构成。它的排热功能主要是与散热器的内部结构的热媒温度和外部气体温度及其与气体接触的范围还有空气流速等相关。
因此热媒来源的温度高低也是直接和根本上决定和影响散热器的具体应用实际效果。钢制二柱散热器散热器中心距也是有所不同的由400到1800mm不等的
钢三柱:就是三根ø25圆管焊接成的单柱型散热器。即ø25圆管*3柱:4个单片,氩弧焊接后打磨与ø25圆管对接并焊接完成。
钢制三柱散热器为国产型老式经典型号,从2000年起一直延用;因为圆管好生产、且承压≥20MPa;
钢三柱散热器已经有多年的使用发展历史。在铸铁散热器逐渐被淘汰后,很多家庭使用采暖散热器的就用钢三柱散热器,由于各种新型散热器的出现,钢三柱暖气片广泛用于各种工业,民用建筑的采暖工程。
生产工艺编辑 播报
铜铝复合散热器
铜铝复合散热器(21张)
一、对于高密齿和舌比大的模具试模时,支铝棒是150-200mm的短铝棒或纯铝棒。
二、试模前,调整好挤压中心,挤、盛锭筒和模座出料口在一条中心线上。
三、在试模和正常生产过程中,铝棒加热温度要在480-520℃之间。
四、模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。
五、在试模或生产前,用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。
钢制散热器实物图集
钢制散热器实物图集(14张)
六、试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
七、模具在试模或生产过程中,如发现堵模、偏齿、快慢偏差太大等现象时要立刻停机,并以点退的方式卸模,避免模具报废。
八、在试模或生产过程中,出料口通畅,垫支或夹具松劲根据出料情况合理掌握。随时观察发现异常情况,及时处理,该停机时要立即停机。
九、矫程中,要认真检测前后变化,操作规范,用力适度,严保产品质量。
十、按照生产计划单要求合理定尺,锯切时,锯齿进料速度不能太快,避免打伤端头,端头钳正,去掉飞边和毛刺。
十一、装筐要规范,包括垫条要摆放合理,避免损伤型材。
十二、型材时效温度控制在190±5℃,保温2.5-4小时,出炉后进行风冷。

太阳花暖气散热器厂家自2001年起、专注从事家居供暖系统产品的研发生产与销售。主营散热器;铜铝复合散热器;铝合金散热器;钢制散热器;铜铝复合;铝合金;钢制;暖气片;采暖,公司地址位于中国天津。
基于产品被市场认可度的逐步提高,太阳花产品战略定位逐步升级:从散热器产品到散热器、地暖供暖系统产品,直至目前的家居供暖系统产品。先后成为万科、金地、保利、招商等大型地产战略合作伙伴,并与中建中铁中交等大型国企央企长期合作。