关键词 |
ABS塑料件注塑加工 |
面向地区 |
全国 |
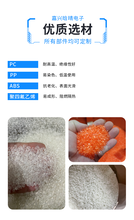
现在的塑胶产品对尺寸精密度的要求越来越高,而这离不开的生产设备,巧妇难为无米之炊,即使技术再的人员没有好的生产工具也是无法做出的产品的,因此在参观的时候需要到注塑模具厂生产车间对整体的生产设备做一个评估,这其中包括前期的模具生产设备、模具检测设备,注塑生产设备、后续的喷油加工设备等等,我公司技术力量雄厚,拥有的CAD/CAM/CAE设计数控电脑加工中心,数控精雕,数控车床,双头电火花,慢走丝线切割等模具精加工设备。
现在毕竟还不是全自动化时代,任何产品的生产还是离不开人的操作,也不外乎如是,我公司设计及从业者都是10年以上老师傅,经验丰富!
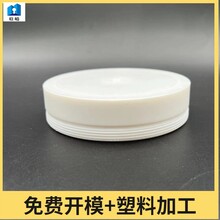
丰富的生产经验也是一家注塑模具厂不可或缺的,只有丰富的生产经验,做过各种品类产品的模具厂才可以在面对出现的各种生产问题的时候都能有解决之道。我公司模具设计与制造具有20年的经验,热诚欢迎新老客户来图来样洽谈合作。
喷嘴温度:喷嘴温度通常是略低于料筒高温度的,这是为了防止熔料在直通式喷嘴可能发生的"流涎现象"。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵塞,或者由于早凝料注入模腔而影响制品的性能。
塑化压力:(背压)采用螺杆式注射机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为塑化压力,亦称背压。这种压力的大小是可以通过液压系统中的溢流阀来调整的。在注射中,塑化压力的大小是随螺杆的设计、制品质量的要求以及塑料的种类不同而需要改变的,如果说这些情况和螺杆的转速都不变,则增加塑化压力会加强剪切作用,即会提高熔体的温度,但会减小塑化的效率,增大逆流和漏流,增加驱动功率。
增加塑化压力常能使熔体的温度均匀,色料的混合均匀和排出熔体中的气体。一般操作中,塑化压力的决定应在制品质量优良的前提下越低越好,其具体数值是随所用的塑料的品种而异的,但通常很少超过20公斤/平方厘米。
注塑时间要远远低于冷却时间,大约为冷却时间的1/10~1/15,这个规律可以作为预测塑件全部成型时间的依据。在作模流分析时,只有当熔体完全是由螺杆旋转推动注满型腔的情况下,分析结果中的注塑时间才等于工艺条件中设定的注塑时间。如果在型腔充满前发生螺杆的保压切换,那么分析结果将大于工艺条件的设定。
注塑温度是影响注塑压力的重要因素。注塑机料筒有5~6个加热段,每种原料都有其合适的加工温度(详细的加工温度可以参阅材料供应商提供的数据)。注塑温度控制在一定的范围内。温度太低,熔料塑化不良,影响成型件的质量,增加工艺难度;温度太高,原料容易分解。在实际的注塑成型过程中,注塑温度往往比料筒温度高,高出的数值与注塑速率和材料的性能有关,高可达30℃。这是由于熔料通过注料口时受到剪切而产生很高的热量造成的。在作模流分析时可以通过两种方式来补偿这种差值,一种是设法测量熔料对空注塑时的温度,另一种是建模时将射嘴也包含进去。
| 主营行业:注塑加工 |
| 公司主营:注塑加工,塑料产品加工,注塑模具,塑料模具 |
| 采购产品:注塑用塑料粒子 |
| 主营地区:浙江 |
| 企业类型:私营独资企业 |
| 公司成立时间:2022-01-14 |
| 经营模式:服务型 |
| 公司邮编:314000 |
| 公司电话:0573-1345631 |