关键词 |
钢制双柱暖气片价格,钢四柱暖气片价格,钢制卫浴暖气片价格,钢五柱暖气片价格 |
面向地区 |
全国 |
加工定制 |
是 |
铜铝复合散热器也称铜铝复合暖气片,是一种把铜管与铝翼型材用精密涨压工艺做成的供暖系统末端散热元件,走水部分为紫铜管,散热部分为合金铝,是根据市场的发展需求,近年来研发生产较多的的一种节能散热器,其外观可以多种多样,可以满足不同消费者的消费理念。
铜铝复合散热片采用的内翻边液压胀接专利技术制造,的工艺参数能完全消除铜管与铝型材管之间的间隙,该散热器热媒流经的联箱管及散热管全部为紫铜管,抗腐蚀性强,无须做内防腐处理。因此,它具有良好的抗碱性水腐蚀能力。我国现在推广生产的铜铝复合柱翼散热器,在高碱度水质条件下,如果年腐蚀率按0.005mm/年分析,可有50年的耐蚀年限,在此条件下留有充分的余地,也可散热器的使用寿命30年以上。
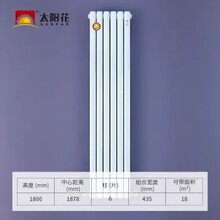
钢制散热器抗压强,采用精密加厚冷压低碳钢。为暖气片性能,在出产阶段会开展4次压力试验,通常至工作压力的1.2-1.5倍。耐腐蚀:双重防腐真空罐装,涂层均匀,附着力强,使用寿命长。
钢六柱特点:容水量大,散热效果好。内腔采用的内防腐材料精心处理,防腐性能,使用寿命长。外表采用静电喷塑和烘干工艺,色彩艳丽、造型典雅、装饰性强。
钢制暖气片既有优点,也有缺点,鉴于暖气片存在的缺点,消费者在选购时往往比较盲目无法辨别好坏,因此在选购时尽量选择品牌大、实力强、技术的暖气片品牌,获得好的产品质量和售后服务。
铝合金因质轻美观、良好的导热性和易加工成复杂的形状,被广泛地用于散热器材上。铝合金散热器材主要有三种类型:扁宽形,梳子形或鱼刺形;圆形或椭圆形外面散热片呈放射状、树枝形。它们的共同特点是:散热片之间距离短,相邻两散热片之间形成一个槽形,其深宽比很大;壁厚差大,一般散热片薄,而其根部的底板厚度大。因此给散热型材的模具设计、制造和生产带来很大的难度。
散热器型材有一部分尺寸较小、形状对称的产品比较容易生产,大部分散热器型材扁宽形,外形尺寸较大,有的不对称,散热片之间的槽形深宽比很大,其生产难度较大。需要从铸锭、模具、挤压工艺几方面配合,才能顺利生产出散热器型材。挤压散热器型材用的合金具有良好的可挤压性和导热性,一般用的有1A30、1035和6063等合金。目前普遍使用较多的是6063合金,因为它除了有良好的可挤压性、导热性外,还有较好的力学性能。
铝合金散热器型材的生产要从铸锭的质量、模具的材质和设计、减少挤压力以及挤压工艺等方面着手。
1、铸锭的质量要求
铸锭的合金成分要严格控制杂质含量,合金熔体的纯洁度。对于6063合金要控制Fe、Mg、Si的含量。Fe的含量应小于0.2%,Mg、Si的含量一般都控制在国家标准的下限,Mg含量0.45%~0.55%,Si含量0.25%~0.35%。铸锭要经过充分的均匀化处理,使铸锭的组织、性能均匀一致。
铸锭的表面要光滑,不允许有偏析瘤或粘有沙泥。铸锭的端面要平整,不能切成台阶状或切斜度太大(切斜度应在3㎜以内)。因为台阶状或切斜度太大,用平面模挤压散热型材时,如果没有设计导流樫,铸锭直接碰到模具,由于铸锭端面不平,出现有的地方先接触模具,产生应力集中,易把模具的齿形挤断,或造成出料的先后不一,容易产生堵模或挤压成型不好的现象。
2、对模具的要求
因为散热器型材的模具都是许多细长的齿,要承受很大的挤压力,每个齿都要有很高的强度和韧性,如果彼此之间的性能有很大的差异,就容易使强度或韧性差的那些齿产生断裂。因此模具钢材的质量可靠,好使用质量可靠的厂家生产的H13钢材,或选用的进口钢材。模具的热处理十分重要,要用真空加热淬火,好采用高压纯氮淬火,可以淬火后模具的各部分性能均匀。淬火后要采取三次回火,使模具的硬度在HRC48~52的前提下,具有足够的韧性。这是防止模具断齿的重要条件。
散热器型材要能顺利挤压成功,关键是模具的设计要合理,制造要。一般尽量避免铸锭直接挤压到模具工作带上。对于扁宽的梳形散热器型材,设计一个中间较小、两边较大的导流模,使金属往两边流,减少模具工作带上的挤压力,而且使其压力分布均匀。由于散热器型材断面的壁厚差大,设计模具工作带时要相应保持它们的差别,即壁厚大的地方工作带要特别加大,可以大到20mm~30mm,而齿尖的位置要突破常规,把工作带减到小。总之要金属在各处流动的均匀性。对于扁宽形散热器,为模具有一定的刚度,模具的厚度要适当增加。厚度增加量约30%~60%。模具的制作也要十分精细,空刀要做到上下、左右、中间保持对称,齿与齿之间的加工误差要小于0.05mm,加工误差大容易产生偏齿,即散热片的厚薄不均匀,甚至会产生断齿的现象。
对于设计比较成熟的断面,用嵌镶合金钢模具也是一个较好的方法,因为合金钢模具有较好的刚性和耐磨性,不易产生变形,有利于散热器型材的成形。
3、减少挤压力
为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、合金变形抗力的大小、铸锭的状态、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,约为正常铸棒长度的(0.6~0.85倍)。特别是在试模和挤压根铸棒时,为确保能顺利生产出合格的产品,好用更短的铸棒,即正常铸棒长度(0.4~0.6)倍的铸棒来试模。
对于形状复杂的散热器型材断面,除了缩短铸棒的长度外,还可考虑用纯铝短铸做次试挤压,试挤成功后再用正常铸锭进行挤压生产。
铸锭均匀化退火不仅可以使组织和性能均匀,而且可以提高挤压性能和降低挤压力,所以要求铸锭均匀化退火。至于变形程度的影响,由于散热器型材的断面积一般都比较大,挤压系数一般在40以内,因此其影响较小。
4、挤压工艺
散热器型材生产的关键是挤压模具的次试模,有条件的话,可以先在电脑上做模拟试验,看模具设计的工作带是否合理,然后在挤压机上试模。次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,好有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压出模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。
散热器型材挤压工艺参数见表1。
表1 散热器型材挤压工艺参数
铸锭温度/℃
模具温度/℃
挤压速度min-1
400~470
400~460
15~50
500~520
480~500
10~30
5、结束语
散热器型材的挤压技术除与上面因素有关外,还与挤压机的能力和水平、后部设备的自动化程度、工人的操作技巧等有关,不同的散热型材断面应根据其特点采取相应的措施,不能一概而论。

太阳花暖气散热器厂家自2001年起、专注从事家居供暖系统产品的研发生产与销售。主营散热器;铜铝复合散热器;铝合金散热器;钢制散热器;铜铝复合;铝合金;钢制;暖气片;采暖,公司地址位于中国天津。
基于产品被市场认可度的逐步提高,太阳花产品战略定位逐步升级:从散热器产品到散热器、地暖供暖系统产品,直至目前的家居供暖系统产品。先后成为万科、金地、保利、招商等大型地产战略合作伙伴,并与中建中铁中交等大型国企央企长期合作。
全国太阳花暖气片热销信息
站内来访