关键词 |
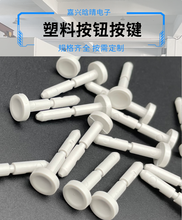
ABS塑料件注塑加工 |
面向地区 |
全国 |
模具设计原则:
1.每个注塑产品在开始设计时要确定其开模方向和分型线,以尽可能减少抽芯滑块机构和消除分型线对外观的影响。
2.弄懂每套模具设计中的每个细节,理解模具中每个零件的用途。
3.适当的脱模斜度可避免产品顶伤,如顶白、顶变形、顶破。
4.在设计时多参考以前相似的设计,并了解在它模具加工和产品生产时的情况,吸取其中的经验和教训。
5.设计注塑产品时综合考虑产品外观、性能和工艺之间的矛盾。有时牺牲部分工艺性,可得到很好的外观或性能。
6.多了解注塑机的工作过程,以加深模具和注塑机的关系。
7.将扣位装置设计成多个扣位同时共用,使整体的装置不会因为个别扣位的损坏而不能运作,从而增加其使用寿命,再是多考滤加圆角,增加强度。
8.下工厂了解加工品工艺,认识每种加工的特点和局限性。
9.产品标识一般设置在产品内表面较平坦处,并采用凸起形式,选择法向与开模方向尺可能一致的面处设置标识,可以避免拉伤。
10.了解自己设计的模具的试模结果和改模情况,吸取教训。
11.在注塑产品中镶入嵌件可增加局部强度、硬度、尺寸精度和设置小螺纹孔(轴),满足各种需求。同时会增加产品成本。
12.在设计时尽量采用以前比较成功的模具结构。
13.设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。
14.多些了解模具入水对制品产生的影响。
15.支柱尽量不要单使用,应尽量连接至外壁或与加强筋一同使用,目的是加强支柱的强度及使胶料流动更顺畅。
16.研究一些的模具结构,了解新的模具技术。
增加塑化压力常能使熔体的温度均匀,色料的混合均匀和排出熔体中的气体。一般操作中,塑化压力的决定应在制品质量优良的前提下越低越好,其具体数值是随所用的塑料的品种而异的,但通常很少超过20公斤/平方厘米。
在注塑过程中,注塑机喷嘴处的压力高,以克服熔体全程中的流动阻力。其后,压力沿着流动长度往熔体前端波前处逐步降低,如果模腔内部排气良好,则熔体前端后的压力就是大气压。

全国ABS塑料件注塑加工热销信息