产品别名 |
机床轴承 |
面向地区 |
全国 |
由于精密轴承本身的精度在1μm以内,因此要求与其相配机件(轴、轴承座、端盖、挡圈等)有很高尺寸精度和形状精度,特别是配合面精度要控制在与轴承相同的水平内,这一点至关紧要,而也易被忽视。还注意精密轴承的相配机件如果达不到上述要求,常使精密轴承在安装后发生比原轴承误差大数倍,甚至10倍以上的误差,完全不成其为精密轴承,原因是相配机件的误差往往不是简单地叠加到轴承的误差上,而是以不同的倍数放大后加上去的。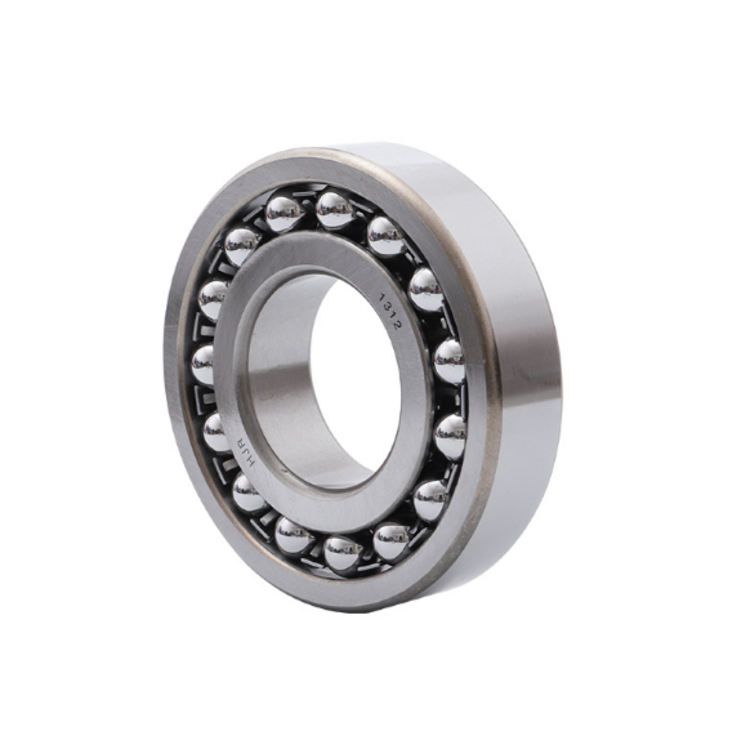
轴承如在高速条件下运转,而且工作温度较高,应特别注意旋转套圈的配合不可过松,以防止出现偏心振动,以及固定套圈的配合不可出现间隙,以防止套圈在负荷下变形并激发振动。对固定圈采取小过盈配合的条件是相配表面双方都有很高形状精度和较小的粗糙度,否则造成安装困难而拆卸更难,此外,还需要考虑主轴热伸长的影响。使用成对双联角接触球轴承的主轴,多半载荷较轻,其配合过盈量如偏大,则其内部的轴向预紧量将显著偏大,造成不利影响。使用双列短圆柱滚子轴承的主轴以及圆锥滚子轴承的主轴,其载荷相对较大,所以其配合过盈也相对较大。
将轴承用洁净的清洗煤油进行清洗,对于脂润滑,先将含有3%~5%润滑脂的有机溶剂注入轴承作脱脂清洗后,再用油枪将定量的润滑脂填入轴承内(占轴承空间容积的10%~15%);加热轴承使升温20~30℃,用油压机将轴承装入轴端;将紧定套压在轴上并以合适的压力抵住轴承端面使其轴向定位;将弹簧秤的带子卷在轴承外圈上,用测量启动力矩的方法校验所规定的预负荷是否有大幅度的变动(即使轴承很正确,但由于配合或保持架的变形,预负荷也有变化的可能)。
对于一些高精密度的进口轴承而言,其配置要求也是很高的,关于精密轴承的配置问题。精密轴承的传统应用领域是机床主轴,根据工序的不同,机床主轴有不同的要求。一般而言,车床主轴用于在较低的速度和较大的切削负荷下切削金属。这种类型的主轴通常都通过皮带轮或齿轮传递驱动转矩。这意味著主轴驱动端的负荷也相当大。